Szlifowanie zaworów ssących i wydechowych
Po wstępnej weryfikacji zaworu, pomierzeniu jego bicia oraz zużycia trzonka i stwierdzeniu, że nadaje się jeszcze do ponownego założenia, możemy przystąpić do jego naprawy. Naprawa zaworu polega na przeszlifowaniu jego przylgni w celu usunięcia śladów zużycia oraz przeszlifowaniu powierzchni czołowej trzonka. Przylgnie zaworów szlifuje się na specjalnej szlifierce do zaworów. Posiadanie odpowiedniej szlifierki jest niezwykle istotne, ponieważ dobrze przeszlifowany zawór to 50% sukcesu w uzyskaniu szczelności pomiędzy gniazdem a zaworem.
Po przeszlifowaniu zawór nie powinien charakteryzować się mniejszą wysokością cylindryczną niż 1 mm (rys. 2).
Wśród wartych polecenia maszyn do szlifowania zaworów można wymienić urządzenia zaprojektowane przez firmę Kwik Way (rys. 1).
Jeżeli po zakończeniu szlifowania powierzchnia cylindryczna ma więcej niż 1 mm wysokości, to zawór nadaje się do zamontowania. Na naszym rysunku nr 2 zawór posiada 2 mm grubości.

Rys. 1. Szlifierka do zaworów SVS II Deluxe amerykańskiej firmy Kwik Way. Według znawców tematu, do których moją opinię dołączam, uznaję tą szlifierkę za numer 1 na świecie. Zawór jest mocowany w obrabiarce za pomocą 6 kulek (koniec i początek trzonka zaworu w miejscu nie wyrobionym). Dzięki regulowanym prędkościom materiału i tarczy możliwe jest szlifowanie pełnego zakresu spotykanych zaworów w motoryzacji wykonanych ze stali, stellitu i tytanu. Największym plusem tej maszyny, oprócz dokładności, jest jej prostota obsługi. Szlifierka może być również wykorzystywana do obróbki końcówek trzonków oraz dźwigienek zaworowych.
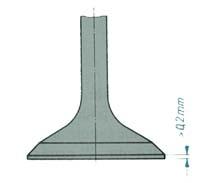
Rys. 2. Miejsce pomiaru powierzchni cylindrycznej.