Naprawa siedlisk panewek głównych
Ciągłe ogrzewanie i schładzanie silnika powoduje skrzywienie bloku, czego rezultatem jest niewspółosiowość otworów panewek głównych. Skrzywienie kadłuba i odkształcenie następuje zawsze przy zatarciu panewek wału korbowego i korbowodu. Duże obciążenia powodują, że pokrywy panewek owalizują się pionowo i zaciskają na linii podziału (rys. 1).
Jeżeli podczas remontu zainstaluje się przeszlifowany wał i nowe panewki do wykrzywionego bloku, niewspółosiowość (nawet niewielka) powoduje zacinanie się wału. Panewki i wał, wyrównując istniejące skrzywienia, bardzo szybko się zużywają. W przypadku poważnego odkształcenia silnik nie może się w ogóle uruchomić, gdyż zatarcie panewek następuje natychmiast. Naprawiając zowalizowny i wykrzywiony kadłub musimy najpierw obniżyć pokrywy (rys. 2).
Szlifowanie pokrywy pozwala na zapewnienie prostopadłości jej powierzchni do czoła. Jeśli nie zastosujemy profesjonalnego urządzenia do obniżania pokryw łożysk i obniżymy stopy czy też siedliska za pomocą ręcznego pocierania czoła po ściernicy, powierzchnia boczna nie będzie prostopadła do powierzchni czołowej i nasze powierzchnie styku nie będą pokrywać się w 100%, a jedynie nieznaczną częścią. Podczas montażu istnieje możliwość niezauważenia tego błędu, jednak po przejechaniu niewielkiej ilości kilometrów, gdy silnik zacznie się układać, nastąpi bardzo szybkie zużycie panewek lub całkowite zatarcie wału.
Po obniżeniu, kiedy otwory pod panewki mamy pomniejszone od wymiaru nominalnego, kadłub silnika możemy zainstalować na wytaczarce poziomej (rys. 4) i roztoczyć go pod żądany wymiar. Na tej samej wytaczarce naprawiamy otwory pod łożyska i łożyska wałka rozrządu, jak również płaszczyzny pod łożysko oporowe.
Jeżeli odkształcenie nie przekracza 0,10 mm, niewspółosiowość i owalność usuwamy z wykorzystaniem amerykańskiej poziomej honownicy firmy SUNNEN CH-100 (rys. 5). Jest to najszybsza, najdokładniejsza i najbardziej ekonomiczna technologia. Tylko jedna firma na świecie jest producentem takiego rodzaju urządzenia. Jeżeli spotkamy się z inną firmą produkującą podobną maszynę, jego obudowa może być co prawda inna, jednak głównym narzędziem wykonującym pracę są hony, które produkuje wyłącznie firma SUNNEN.
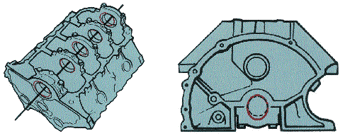
Rys. 1. Standardowe odkształcenie się kadłuba (niewspółosiowość) i owalizacja siedliska panewki głównej.

Rys. 2. Duńskie urządzenie firmy AMC do obniżania pokryw łożysk głównych, stóp i trzonów korbowodu do silników samochodów dostawczych i ciężarowych.

Rys. 3. Amerykańskie urządzenie firmy SUNNEN do obniżania pokryw łożysk głównych, stóp i trzonów korbowodu. Zastosowanie do silników samochodów osobowych i dostawczych.

Rys. 4. Wytaczarka pozioma firmy Berco, produkcji włoskiej. Maksymalna długość kadłuba 2000 mm, zakres obrabianych średnic 24-200 mm przy zastosowaniu kilku średnic wytaczadeł. Łatwość obsługi i czas wykonania naprawy - porównywalne z powyższą maszyną.

Rys. 5. Honownica do otworów pod łożyska główne. Zakres średnic honowanych otworów od 46-178 mm, max długość kadłuba 1140 mm.